ID Grinding Services
Precision internal diameter grinding for valve bores, bushings, sleeves, and cylindrical components.
Heavy Component Grinding Overview
Many precision grinding shops are limited by the size and weight of components they can accommodate. United Precision Grinding has specifically invested in equipment and infrastructure designed to handle heavy, oversized industrial components that exceed the capacity of conventional grinding facilities. Our heavy component grinding capabilities include large-capacity vertical grinders, extended-bed surface grinders, and specialized material handling equipment. We can safely and efficiently handle components weighing up to 40,000 pounds, with envelope capacities that accommodate the largest industrial parts. Heavy components present unique challenges beyond just their physical size. Thermal management becomes critical with large masses of material, workholding must be robust enough to resist grinding forces, and measurement must account for the component’s weight and deflection characteristics. Our team has extensive experience addressing these challenges to deliver precision results on even the largest components.Heavy Component Capabilities
Weight and Size Capacity
Maximum Weight:- 40,000 lbs (vertical grinder capacity)
- 10,000 lbs (surface grinder capacity)
- Specialized rigging for components exceeding equipment capacity
- Vertical grinding: 72″ diameter x 60″ height
- Surface grinding: 60″ x 120″ table size
- Custom solutions for exceptional sizes
Precision Despite Size
Large components still require precision:- Diameter Tolerance: ±0.001″ to ±0.002″ (even on 72″ diameter)
- Flatness: ±0.0005″ to ±0.001″ (across large surfaces)
- Surface Finish: 16 to 32 Ra (standard for heavy components)
- Cylindricity: ±0.0005″ to ±0.001″
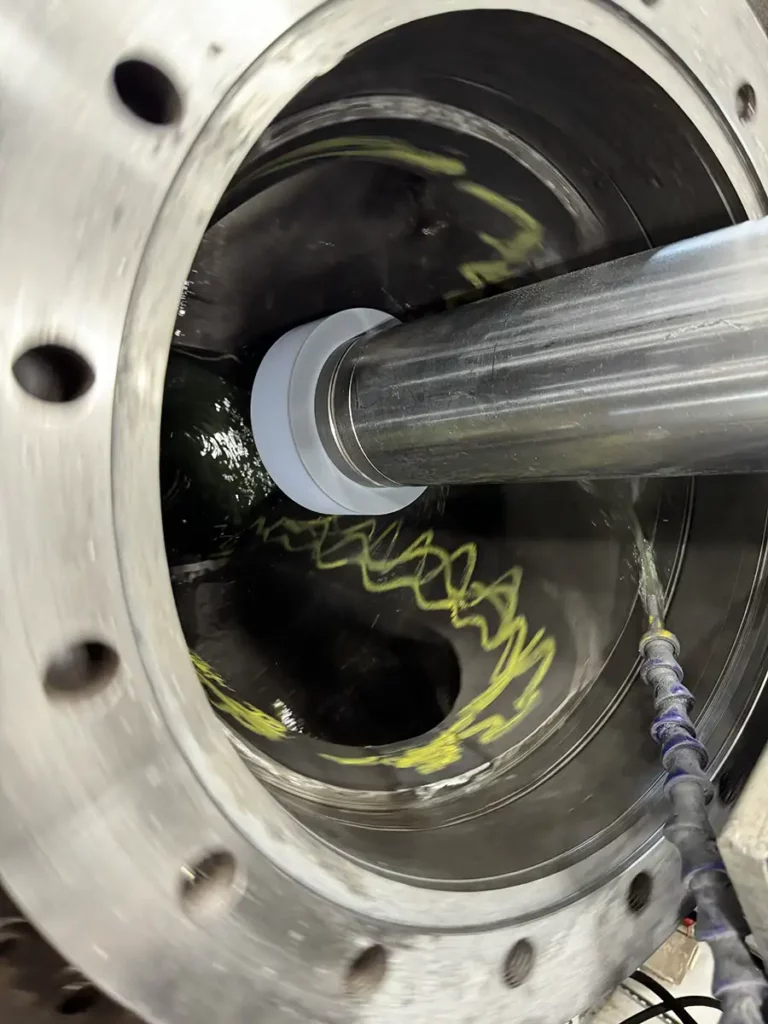
ID Grinding Equipment and Methods
Vertical Grinder ID Grinding
Our vertical grinders are the primary equipment for large diameter ID grinding.
Capabilities:
- Bore diameters from 12″ to 72″
- Through-hole and blind-hole capability
- Multiple diameter grinding in one setup
- Excellent cylindricity control
Typical Applications:
- Valve body bores
- Large bearing housings
- Pump casing bores
- Industrial cylinder bores
Cylindrical Grinder ID Grinding
For smaller diameter precision ID grinding.
Capabilities:
- Bore diameters from 0.5″ to 12″
- Long bore grinding capability
- High precision and surface finish
- CNC control for complex geometry
Typical Applications:
- Bushing bores
- Sleeve bores
- Valve stem guide bores
- Precision bearing bores
Specialized ID Grinding Tools
- Internal grinding wheels: Various diameters and abrasives
- High-speed spindles: For fine surface finishes
- CBN wheels: For hard materials
- Diamond wheels: For extremely hard or abrasive materials

Common ID Grinding Applications
Valve Body Bore Grinding
Gate Valve Bodies:
- Main body bore for gate and guide fit
- Seat pocket bore for seat ring fit
- Cylindricity for proper sealing
- Surface finish for guide operation
Ball Valve Bodies:
- Body bore for ball and seat fit
- Precision diameter and cylindricity
- Surface finish for sealing
- Trunnion bore grinding
Control Valve Bodies:
- Cage bore precision grinding
- Seat bore grinding
- Guide bore grinding
- Multiple diameter coordination
Bushing and Sleeve ID Grinding
Applications:
- Valve guide bushings
- Bearing sleeves
- Shaft bushings
- Wear sleeves
- Hydraulic cylinder sleeves
Requirements:
- Tight diameter tolerance for shaft fit
- Excellent cylindricity
- Superior surface finish for sliding
- Concentricity with OD when required
Bearing Housing Bore Grinding
Applications:
- Precision bearing fits
- Pump bearing housings
- Motor bearing housings
- Gearbox bearing bores
Requirements:
- Precise diameter for bearing fit (typically ±0.0002″)
- Cylindricity for proper bearing support
- Surface finish for bearing mounting
- Perpendicularity to mounting faces

ID Grinding Process
1. Component Preparation
- Cleaning to remove debris from bore
- Inspection for existing damage
- Baseline dimensional measurement
- Material hardness verification
2. Setup and Workholding
For Vertical Grinding:
- Component mounted on rotary table
- Centering and leveling
- Grinding wheel positioned in bore
- Setup verified with dial indicators
For Horizontal Grinding:
- Component mounted between centers or in chuck
- Alignment verification
- Grinding wheel inserted into bore
- Spindle centerline alignment
3. Roughing Operations
- Remove bulk material efficiently
- Bring bore close to final dimension
- Check alignment and cylindricity
4. Finishing Operations
- Fine grinding passes to achieve the desired dimension
- Optimize surface finish
- Control cylindricity and straightness
- Minimize grinding wheel wear effects
5. Inspection
- Bore diameter measurement
- Using inside micrometers
- Using bore gages
- Multiple depths and locations
- Cylindricity verification
- Surface finish measurement
- Documentation

Materials We Grind
United Precision Grinding grinds bores in all common industrial materials:
Valve Body Materials:
- Carbon steel (ASTM A105, A350 LF2, A216 WCB)
- Stainless steel (316/316L, 410, 17-4 PH)
- Duplex and super duplex stainless
- Exotic alloys (Inconel, Monel, Hastelloy)
Bushing and Sleeve Materials:
- Bronze and brass
- Steel (carbon and alloy)
- Stainless steel
- Cast iron
Hard Materials:
- Hardened steel (up to 65 HRC)
- Tool steel
- Case-hardened steel

Why ID Grinding is Critical for Valves
Valve Body Bore Precision
The valve body bore is one of the most critical dimensions in valve manufacturing and repair:
Gate Valves:
- Bore diameter controls gate-to-guide clearance
- Cylindricity affects gate travel smoothness
- Surface finish impacts sealing and operation
- Out-of-round bores cause gate binding
Ball Valves:
- Bore diameter affects seat compression
- Cylindricity impacts sealing uniformity
- Surface finish affects seat life
- Bore accuracy affects ball rotation torque
Globe Valves:
- Bore diameter controls cage fit
- Cylindricity affects plug travel
- Surface finish impacts guide operation
Guide Bore Accuracy
Valve stem guide bores require precision ID grinding:
- Stem-to-guide clearance controls packing performance
- Cylindricity prevents stem binding
- Surface finish reduces friction and wear
- Straightness ensures proper stem travel
ID Grinding vs. Boring
When to Grind vs. Bore
Choose ID Grinding When:- Tolerance tighter than ±0.001″
- Surface finish better than 32 Ra required
- Material hardness above 40 HRC
- Cylindricity specification tighter than ±0.001″
- Concentricity with other features critical
- Tolerance ±0.002″ or looser acceptable
- Surface finish 125 Ra acceptable
- Material is soft (below 30 HRC)
- Large material removal required (>0.100″)
- Cost minimization is priority
ID Grinding FAQs
What's the smallest bore you can grind?
We can grind bores as small as 0.5″ diameter using specialized grinding equipment.
How deep can you grind a bore?
Through-holes have no depth limit. Blind holes can typically be ground to depths of 5-10 times the bore diameter depending on geometry.
Can you grind tapered bores?
Yes, we can grind slight tapers and conical bores using appropriate grinding techniques.
How do you measure ID grinding accuracy?
We use inside micrometers, bore gages, and dial bore gages to measure diameter at multiple depths and locations. Cylindricity is verified with precision measurement equipment.
Can you grind multiple diameter bores in one setup?
Yes, particularly on vertical grinders where we can grind multiple diameters without removing the component, ensuring excellent concentricity.
What surface finish can you achieve on ID grinding?
Standard ID grinding achieves 8-16 Ra. Precision grinding can reach 4-8 Ra when specified.